
|
在过去的20年中,从1206到0201, 无源组件的体积已大大减小。例如,10个0201排列在一起的面积约为0402的1.3倍。电子产品市场的需求发展趋势为日趋小型化。因此,组件也能够被更密集地排列在--起以缩小板的尺寸。更小、更轻和更快的产品促使0201器件在被越来越广泛地采用。由此对SMT贴片机的要求越来越高。
博维科技在国产SMT行业已发展十年有余,从最初单一功能机型不断完善结构升级功能应用到服务客户上万家,得到业内客户良好口碑,本着注重科技发展,服务无止境的理念,已在国产贴片机行业奠定了坚实基础。自主生产研发的贴片机在贴片精度、速度、都得到了快速发展。
 |
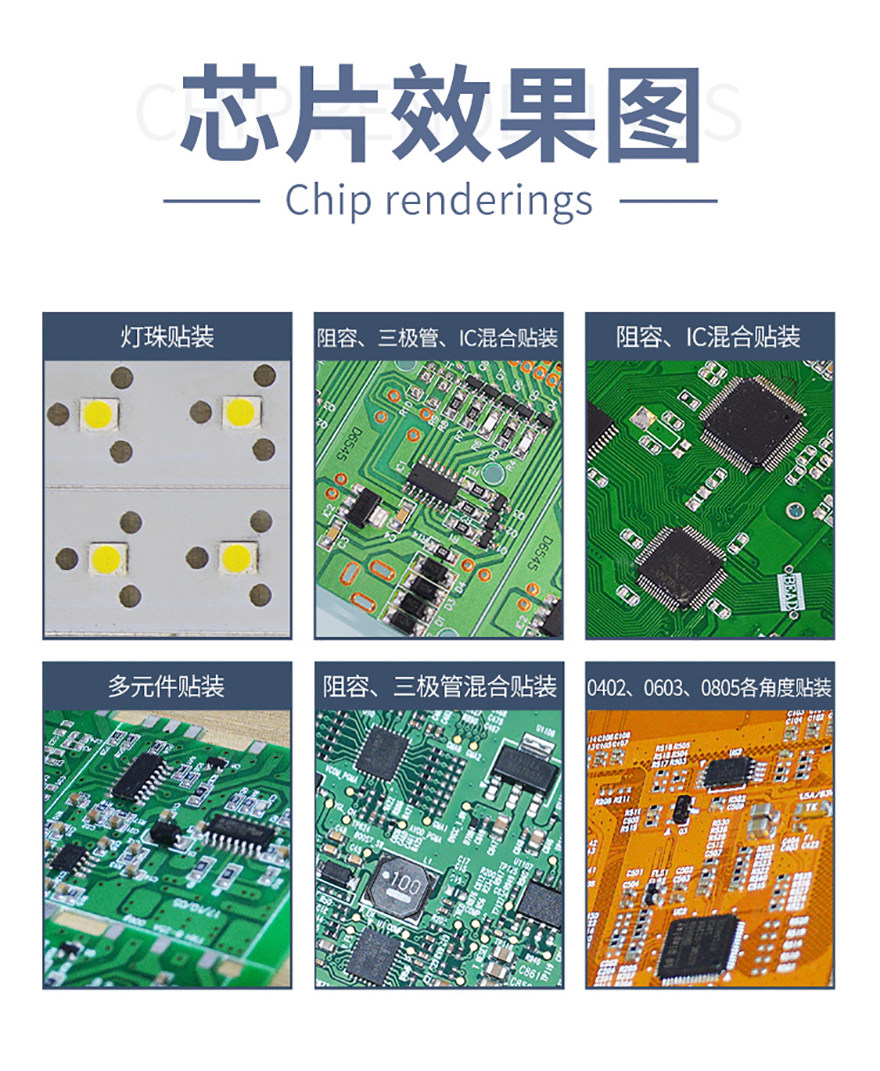  浅谈从锡膏的选择、印刷工艺的控制、印刷钢网、贴片工艺控制和PCB的设计、以及回流焊接工艺探讨对0201、的装配质量控制。 浅谈从锡膏的选择、印刷工艺的控制、印刷钢网、贴片工艺控制和PCB的设计、以及回流焊接工艺探讨对0201、的装配质量控制。如送料器的精度,元件包装的误差和元件本身的误差,吸嘴的材料设计等等,都是在装配之前需要综合考虑的。 1. 贴片机的定位系统 对于细小元件的贴装,要求驱动定位系统在所有驱动轴上都采用闭合环路控制,以保证取料和贴装的位置精度。 2.取料过程的控制 成功贴片的第一步是准确的取料。影响正确取料的因素有元器件之间的差异颜色差异与大小尺寸,包装的误差,送料器的精度,贴片机驱动定位,系统的误差,贴片头z轴方向的压力控制,吸嘴材料和设计,以及在取料过程中对静电的控制。细小元件要求精度更高的马达驱动的电子送料器,并要求其有良好的抗静电效果。在贴装较大器件如0603/0805等,送料器安装在贴片机与贴片机器之间会存在间隙和位置误差,这种误差很小,完全可以被忽略但对于细小的0201而言,其影响会很大。图中蓝色部分为吸取位置--旦超过该位置吸嘴将和旁边元件产生干涉。导致元件吹飞或者侧立等缺陷。0201元件的吸取精度尤其重要。 为了提高吸取的精度,博维有专门的喂料器吸嘴501,并有自动校正取料位置的功能。机器在吸取时对吸取位置进行校准.在贴片前对于规则元件还可以自动优化到元件中心 3.吸嘴的设计和保养 贴装0201元件需要防止静电损坏元件及在取料过程中带走其它元件,细嘴的材料需要抗静电,所以要选用ESD材料例如陶瓷,橡胶的吸嘴不适合贴装0201的物料。为了降低吸料过程中元件侧立,保证足够的真空和元件被吸起之后的平衡,在吸嘴头部需要设计2个或3个孔。吸嘴头部要足够的细对0201的吸嘴而言,最小的孔径会达0.127mm,对吸嘴的清洁保养的要求比其它类型的吸嘴要高,需要利用专门的清洁溶剂和超声波来清洁。 0201很薄,吸嘴与锡膏接触的机会增加。需要及时清洗吸嘴,保养吸嘴的频率将成为控制0201贴片质量的保证之一。 4元件的影像 元件的影像对0201与01005的影响贴片前的影像对贴片精度影响很大。每个元件贴片前都需要影像去确定元件的中心.确定元件中心有两种方式,一种是采用数码像机,另-一种是采用镭射(激光)。两种方法各有优缺点。采用数码像机可以检查出元件电气端的缺陷。但是它不能感测元件的厚度变化。对于z轴有压力感应及取料/贴片补偿功能的机器,不会产生严重的问题。采用镭射成像的方法可以检测元件的厚度,但对于元件电气端出现的缺陷则检查不出来。 在实际贴装过程中,元器件两端电气端与锡膏重叠的区域的差异,会影响焊接完成后的装配良率。0201需要使用前光,或仰视照相,找到两个电气端之间的中心,以提高贴装精度。一般的元件如0603或0805等元件,使用背光,找到整个外形轮廓的中心就好。细小元件两电气端与锡膏重叠区域的大小和差异。会对装配良率产生很大的影响(立碑缺陷)不同的元器件制造厂生产的同样的0201电阻元件会存在很大的差异或同一厂家不同批次的0201在制造过程电气端可能存在差异,所以采用数码像机成像具有一定优势,照相机应该在相当于PCB厚度的位置对元件对焦成像,以提高影像的准确性,保证贴片精度。 5.0201的贴片过程控制 在贴片过程中的关键控制因素有基板平整的支撑,真空关闭转为吹气的控制,贴片压力的控制,贴片的精度和稳定性。 |
|
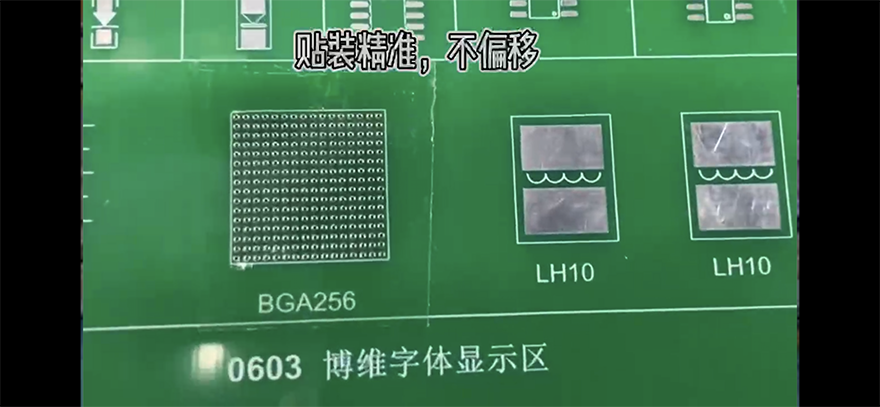
贴片压力是另外需要控制的关键因素。贴片压力控制不当,会导致元件损坏,锡膏压塌,元件下出现锡珠,还有可能导致元件位置偏移。贴装0201元件合适的压力范围为150g-300g。对于基板变形的情况,贴片轴必须能够感应少到25.4um的变形对应压力的变化,以补偿基板变形。过大的压力会导致在下压过程中元件上出现一个水平力,而使元件产生滑动偏移;过大的压力会将元件底部的锡膏挤开,形成锡珠,或导致相邻元件短路,贴片精度对0201元件装配的影响。65um@3Sigma 的精度可以很好的处理0201元件的贴装。当然还必须保证锡膏的印刷精度,单一的偏差有时不会有很大的影响。但是贴片偏差和锡膏印刷偏差的综合影响必须加以控制。譬如,贴片偏差+50 um,而印刷偏差为-50um,整个偏差达0.1mm,对0201这类细小元件此偏差已非常大。 三) 、0201元件的流焊控制网印与贴片后质量验证都是在流焊后表现出来.虽然质量主要来源网印与贴片,但是流焊工艺对质量的影响不能忽视.预热时间不能太长,过长锡膏的活性剂失去作用,上升斜率不能太大,有铅锡膏的温度上升斜率为3.9度,无铅为2.8左右,否则会造成热坍塌回流斜率不能太大,太大造成0401和0201立碑增加.流焊曲线的设定炉温曲线采用斜升式曲线比均温曲线立碑的比率小(实验已经证明);斜升式曲线已经广泛用于SMT行业的流焊工艺,采用氮气保护,氧含量控制在1000PMM左右,但氧气浓度越低越容易立碑,对于0201尤其需要对立碑和锡珠的控制。 |






