嘉兴博维电子科技有限公司官网
※
English
※
企业荣誉
※
企业店铺
中国贴片机优质品牌
网站首页
产品中心
全自动贴片机
全热风回流焊
锡膏印刷机
全自动波峰焊
SMT接驳设备
SMT辅助设备
新闻资讯
公司新闻
行业新闻
技术问题解答
客户案例
客户现场案例图片
客户现场贴装视频
SMT生产线方案
SMT生产标准方案
客户采购的SMT方案
SMT行业解决方案
厂区展示
博维科技-浙江工厂
博维科技-深圳工厂
博维科技-北京工厂
服务支持
品质保障
售后保障
操作视频
关于我们
联系我们
热门搜索:
四头贴片机
、
六头贴片机
、
八头贴片机
、
回流焊
、
印刷机
、
上板机
、
收板机
、
波峰焊
、
锡膏搅拌机
新闻资讯
center
公司新闻
行业新闻
技术问题解答
联系博维科技
地址:
浙江省嘉兴市南湖区文贤路134号
电话:
400-600-0406
传真:
0573-82816086
主页:
www.bovismt.com
邮箱:
jxbovi@163.com
主营:
全自动贴片机、锡膏印刷机、全自动上下板机、全热风回流焊、SMT周边配件等
4
售后服务 -> 售后服务
您的位置:
首页
-> 新闻资讯
SMT实用工艺基础-回流焊接质量分析
作者:博维科技 时间:2018-08-11 15:01
SMT回流焊接质量分析
回流焊是SMT关键工艺之一,表面组装的质量直接体现在回流焊结果中。但回流焊中出现的焊接质量问题不完全是回流焊工艺造成的,因为回流焊接质量除了与焊接温度(温度曲线)有直接关系以外,还与生产线设备条件、PCB焊盘和可生产性设计、元器件可焊性、焊膏质量、印制电路板的加工质量,以及SMT每道工序的工艺参数,甚至与操作人员的操作都有密切的关系。
下面对影响回流焊质量的因素作简要分析:
15.1PCB焊盘设计
SMT的组装质量与PCB焊盘设计有着直接和十分重要的关系。如果PCB焊盘设计正确,贴装时少量的歪斜可以在回流焊时,由于熔融焊锡表面张力的作用而得到纠正(称为自定位或自校正效应)。相反,如果PCB焊盘设计不正确,即使贴装位置十分准确,回流焊后反而会出现元件位置偏移、吊桥等焊接缺陷。
1.PCB焊盘设计应掌握的关键要素
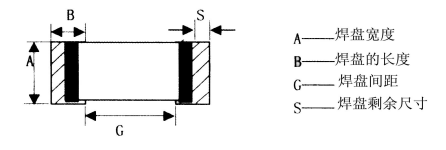
根据各种元器件焊点结构分析(见图15—1),为了满足焊点的可靠性要求,PCB焊盘设计应掌握以下关键要素:
图15-1 各种元器件焊点结构示意图
(1)对称,隆——两端焊盘必须对称,才能保证熔融焊锡表面张力平衡。
(2)焊盘间足L—确保元件端头或引脚与焊盘哈当的搭接尺寸。焊盘间距过大或过小都会引起焊接缺陷;(见图15—1)。
(3)焊盘剩余尺寸——元件端头或引脚与焊盘搭接后的剩余尺寸必须保证焊点能够形成弯月面(见图15-2)。
图15-2 矩形片式元件焊盘结构示意图
(4)焊盘宽度——应与元件端头或引脚的宽度基本—致(见图15-2)。
2.回流焊过程易产生的缺陷
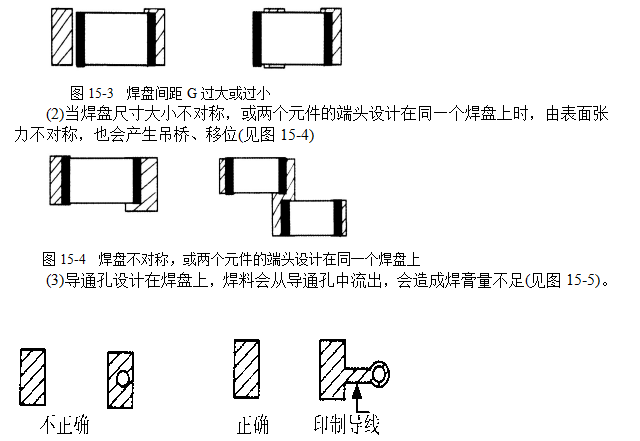
如果违反了设计要求,回流焊时就会产生焊接缺陷而且PCB焊盘设计的问题在生产工艺中是很难甚至是无法解决的。以矩形片式元件为例:
(1)当焊盘间距G过大或过小时,回流焊时由于元件焊端不能与焊盘搭接交叠,会产生吊桥、移位(见15-3)。
图15-5 导通孔示意图
15.2焊膏质量及焊膏的正确使用
焊膏中的金属微粉含量、金属粉末的含氧量、粘度、触变性都有一定要求。
如果焊膏金属微粉含量高,回流焊升温时金属微粉随着溶剂、气体蒸发而飞溅;如金属粉末的含氧量高,还会加剧飞溅,形成锡珠。另外,如果焊膏粘度过低或焊膏的保形性(触变性)不好,印刷后焊膏图形会塌陷,甚至造成粘连,回流焊时也会形成锡珠、桥接等焊接缺陷。
焊膏使用不当,例如从低温柜取出焊膏直接使用,由于焊膏的温度比室温低,产生水汽凝结,即焊膏吸收空气中的水分,搅拌后使水汽混在焊膏中,回流焊金属粉末氧化,飞溅形成锡珠,还会产生润湿不良等问题。
在元器件焊端和引脚、印制电路基板的焊盘氧化或被污染,以及当印制板受潮等情况下,回流焊时会产生润湿不良、虚焊、锡珠、空洞等焊接缺陷。
15.3焊膏印刷质量
据资料统计,在PCB设计正确、元器件和印制板质量有保证的前提下,表面组装质量问题中有70%出在印刷工艺上。印刷位置正确与否(印刷精度)、焊膏量的多少、焊膏量是否均匀、焊膏图形是否清晰/有无粘连、印制板表面是否被焊膏粘污等都直接影响表面组装板的焊接质量。
影响印刷质量的主要因素:
1.首先是模板质量——模板印刷是接触印刷,因此模板厚度与开口尺寸确定了焊膏的印刷量。焊膏量过多会产生桥接,焊膏量过少会产生焊锡不足或虚焊。模板开口形状以及开口是否光滑也会影响脱模质量。模板开口一定要喇叭口向下,否则脱模时会从喇叭口倒角处带出焊膏。
2.焊膏质量——焊膏的粘度、印刷性(滚动性、转移性)、触变陛、常温下的使用寿命等都会影响印刷质量。如果焊膏的印刷性不好,严重时焊膏只是在模板上滑动,这种情况下是根本印不上焊膏的。
3.印刷工艺参数——焊膏是触变流体,具有粘性。当刮刀以一定速度和角度向前移动时,推动焊膏在刮板前滚动,产生将焊膏注入网孔或漏孔所需的压力,焊膏的粘性摩擦力使焊膏在刮板与网板交接处产生切变,切变力使焊膏的粘性下降,有利于焊膏顺利地注入网孔或漏孔。刮刀速度、刮刀压力、刮刀与网板的角度以及焊膏的粘度之间都存在一定的制约关系,因此只有正确控制这些参数,才能保证焊膏的印刷质量。例如刮刀压力过大、印刷时会造成焊膏图形粘连:印刷速度过快容易造成焊膏量不足;如没有及时将模板底部的残留焊膏檫干净,印刷时使焊膏粘污焊盘以外的地方等等。这些因素都会引起桥接、虚焊、锡珠等焊接缺陷。
4.设备精度方面——在印刷高密度窄间距产品时,印刷机的印刷精度和重复印刷精度也会起一定的作用。如果印刷机没有配置视觉对中系统,即使人工图形对准时很精细,PCB的焊盘图形与模板漏孔图形完全重合,但对于PCB的加工误差还是无法解决的。
5.对回收焊膏的使用与管理环境温度、湿度、以及环境卫生,对焊点质量都有影响。回收的焊膏与新焊膏要分别存放,环境温度过高会降低焊膏粘度,湿度过大时焊膏会吸收空气中的水分,湿度过小时会加速焊膏中溶剂的挥发,环境中灰尘混入焊膏中也会使焊点产生针孔。
15.4贴装元器件
.
贴装质量的三要素是:元件正确、位置准确、压力(贴片高度)合适。
1.元件正确——要求各装配位号元器件的类型、 型号、标称值和极性等特征标记要符合产品的装配图和明细表要求,不能贴错位置。
2.位置准确——元器件的端头或引脚均和焊盘图形要尽量3寸齐、居中。
元器件贴装位置要满足工艺要求。因为两个端头Chip元件自定位效应的作用比较大,贴装时元件长度方向两个端头只要搭接到相应的焊盘上,宽度方向有1/2搭接在焊盘上,回流焊时能够自定位,但如果其中一个端头没有搭接到焊盘上,回流焊时就会产生移位或吊桥。对于SOP、SOJ、QFP、PLCC等器件的自定位作用比较小,贴装偏移是不能通过回流焊纠正的; 因此,贴装时必须保证引脚宽度的3/4处于焊盘上,引脚的趾部和跟部也应在焊盘上。如果贴装位置超出允许偏差范围,必须进行人工拨正后再进入回流焊炉焊接;否则,回流焊后必须返修,会造成工时、材料浪费,甚至会影响产品可靠性。生产过程中发现贴装位置超出允许偏差范围时应及时正贴装坐标。
手工贴装时要求贴装位置准确,引脚与焊盘对齐、居中,切勿贴放不准,在焊膏上拖动找正,以免焊膏图形粘连,造成桥接。
3.压力(贴片高度)合适。
贴片压力(高度)要恰当合适,元器件焊端或引脚不小于1/2厚度要浸入焊膏。对于一般元器件贴片时的焊膏挤出量(长度)应小于0.2mm,对于窄间距元器件贴片时的焊膏挤出量(长度)应小于0.1mm。贴片压力过小,元器件焊端或引脚浮在焊膏表面,焊膏粘不住元器件,在传递和回流焊时容易产生位置移动;贴片压力过大,焊膏挤出量过多,容易造成焊膏粘连,回流焊时容易产生桥接,严重日姬会损坏元器件。
15.5回流焊温度曲线
温度曲线是保证焊接质量的关键,实时温度曲线和焊膏温度曲线的升温斜率和峰值温度应基本一致。160℃前的升温速度控制在1—2℃/s。如果升温斜率速度太快,一方面使元器件及PCB受热太决,易损坏元器件和造成PCB变形。另一方面,焊膏中的熔剂挥发速度太快,容易溅出金属成份,产生锡珠。峰值温度一般设定在比焊膏金属熔点高30-40℃左右(例如63Sn/37Pb焊膏的熔点为183℃,峰值温度应设置在215℃左右),回流时间为30~60s。峰值温度低或回流时间短,会使焊接不充分,严重时会造成焊膏不熔。峰值温度过高或回流时间过长,容易造成金属粉末氧化,影响焊接质量;甚至会损坏元器件和印制板。
设置回流焊温度曲线的依据:
1.根据使用焊膏的温度曲线进行设置。不同金属含量的焊膏有不同的温度曲线,应按照焊膏供应商提供的温度曲线进行具体产品的回流焊温度曲线设置。
2.根据PCB板的材料、厚度、是否多层板、尺寸大小进行设置。
3.根据表面组装板搭载元器件的密度、元器件的大小以及有无BGA、CSP等特殊元器件进行设置。
4.此外,根据设备的具体隋况,例如加热区的长度、加热源的材料、回流焊炉的构造和热传导方式等因素进行设置。
热风(回流)炉和红外(回流)炉有很大区别,红外炉主要是辐射传导,其优点是热效率高,温度陡度大,易控制温度曲线;双面焊时,PCB上、下温度易控制;其缺点是温度不均匀。在同一块PCB上由于器件线的要求。
5.根据温度传感器的实际位置确定各温区的设置温度,若温度传感器位置在发热体内部,设置温度比实际温度高30℃左右。
6.根据排风量的大小进行设置。一般回流焊炉对排风量都有具体要求,但实际排风量因各种原因有时会有所变化,确定一个产品的温度曲线时,因考虑排风量,并定时测量。
15.6回流焊设备的质量
回流焊质量与设备有着十分密切的关系,影响回流焊质量的有以下主要参数:
1.温度控制精度应达到土0.1~0.2℃;(温度传感器的灵敏度要满足要求)。
2.传输带横向温差要求土5℃以下,否则很难保证焊接质量。
3.传送带宽度要满足最大PCB尺寸要求。
4.加热区长度越长、加热区数量越多,越容易调整和控制温度曲线。一般中小批量生产选择4-5个温区,加热区长度1.8m左右的回流炉即能满足要求。另外,上、下加热器应独立控温,以便调整和控制温度曲线。
5.最高加热温度一般为300~350℃+,如果考虑无铅焊料或金属基板,应选择350℃以上。
6.传送带运行要平稳,传送带震动会造成移位、吊桥、冷焊等焊接缺陷。
7.应具备温度曲线测试功能,如果设备无此配置,应外购温度曲线采集器。
从以上分析可以看出,PCB设计和加工质量、元器件和焊膏质量是保证回流焊质量的基础,因为这些问题在生产工艺中是很难甚至是无法解决的。 同时也可以看出,只要PCB设计正确,PCB、元器件和焊膏的质量都是合格的,回流焊质量是可以通过印刷、贴装、回流焊每道工序的工艺来控制的。
上一篇:
SMT实用工艺基础-表面组装检测工艺
下一篇:
SMT实用工艺基础-波峰焊接质量分析
自主品牌
100%正品,品质护航
金牌服务
为您呈现不一样的服务
值得信赖
浙江著名品牌值得拥有
权威信誉
荣获国家颁发多项证书
产品中心
全自动贴片机
全热风回流焊
锡膏印刷机
全自动波峰焊
SMT接驳设备
SMT辅助设备
新闻资讯
公司新闻
行业新闻
技术问题解答
客户案例
客户现场案例图片
客户现场贴装视频
SMT生产线方案
SMT生产标准方案
客户采购的SMT方案
SMT行业解决方案
博维科技
浙江省嘉兴市南湖区文贤路134号
邓经理:15958377685 400-600-0406
博维科技网站地图:
网站地图
Copyright © 2017 博维科技 访问量: [
后台管理
] [
GMAP
]
浙ICP备11025797号-2
*本站相关网页素材及相关资源均来源互联网,如侵权请速告知,我们将在24小时内删除*
博维科技企业店铺
返回顶部
400-600-0406
微信二维码
微信公众号