嘉兴博维电子科技有限公司官网
※
English
※
企业荣誉
※
企业店铺
中国贴片机优质品牌
网站首页
产品中心
全自动贴片机
全热风回流焊
锡膏印刷机
全自动波峰焊
SMT接驳设备
SMT辅助设备
新闻资讯
公司新闻
行业新闻
技术问题解答
客户案例
客户现场案例图片
客户现场贴装视频
SMT生产线方案
SMT生产标准方案
客户采购的SMT方案
SMT行业解决方案
厂区展示
博维科技-浙江工厂
博维科技-深圳工厂
博维科技-北京工厂
服务支持
品质保障
售后保障
操作视频
关于我们
联系我们
热门搜索:
四头贴片机
、
六头贴片机
、
八头贴片机
、
回流焊
、
印刷机
、
上板机
、
收板机
、
波峰焊
、
锡膏搅拌机
新闻资讯
center
公司新闻
行业新闻
技术问题解答
联系博维科技
地址:
浙江省嘉兴市南湖区文贤路134号
电话:
400-600-0406
传真:
0573-82816086
主页:
www.bovismt.com
邮箱:
jxbovi@163.com
主营:
全自动贴片机、锡膏印刷机、全自动上下板机、全热风回流焊、SMT周边配件等
4
售后服务 -> 售后服务
您的位置:
首页
-> 新闻资讯
SMT实用工艺基础-SMT工艺概述
作者:博维科技 时间:2018-07-25 13:30
第二章
SMT工艺概述
2.1 SMT工艺分类
一、按焊接方式,可分为再流焊和波峰焊两种类型。
1、 再流焊工艺――先将微量的锡铅(SN/PB)焊膏施加到印制板的焊盘上,再将片式元器件贴放在印刷板表面规定的位置上,最后将贴装好元器件的印制板放以再流焊设备的传送带上,从炉子入口到出口(大约5-6分钟)完成干燥、预热、熔化、冷却全部焊接过程。
2、 波峰焊工艺――先将微量的贴片胶(绝缘粘接胶)施加到印制板的元器件底部或连忙缘位置上,再将片式元器件贴放在印制表面规定的位置上,并进行胶固化。片式元器件被牢固地粘接在印制板的焊接面,然后插装分立元器件,最后对片式元器件与插装元器件同时进行波峰焊接。
二、按组装方式,可分为全表组装、单面混装、双面混装三种方式(见表2-1)。
2.2 施加焊膏工艺
一、 工艺目的――把适量的SN/PB焊膏均匀地施加在PCB焊盘上,以保证片式元器件与PCB相对应的焊盘达到良好的电气连接。
二、 施加焊膏的要求
1、 要求施加的焊膏量均匀,一致性好。焊膏图形要清晰,相邻的图形之间尽量不要粘连,焊膏图形与焊盘图形要一致,尽量不要错位。
2、 一般情况下,焊盘上单位面积的焊膏量应为0.8mg/mm
2
左右,窄间距元器件应为0.5mg/mm
2
左右。
3、 焊膏应覆盖每个焊盘的面积,应在75%以上;
4、 焊膏印刷后,应无严重塌落,边缘整齐,错位不大于0.2mm;对窄间距元器件焊盘,错位不大于0.1mm。
5、 基板不允许被焊膏污染。
三、 施加焊膏的方法
施加焊膏的方法有三种:滴涂式(即注射式,滴除式又分为手工操作和机器制作)、丝网印刷和金属模板印刷。
各种方法的适用范围如下:
1、 手工滴涂法――用于极小批量生产,或新产品的模型样机和性能样机的研制阶段,以及生产过程中修补、更换元器件等。
2、 丝网印刷――用于元器件焊盘间距较大,组装密度不高的中小批量生产中。
3、 金属模板印刷――用于大批量生产以及组装密度大,有多引线窄间距元器件的产品。
金属模板印刷的质量比较好,模板使用寿命长,因此一般应优先采用金属模板印刷工艺。
2.3 施加贴片胶工艺
一、 工艺目的
在片式元件与插装元器件混装采用波峰焊工艺时,需要用贴片胶把片式元件暂时固定在PCB的焊盘位置上,防止在传递过程或插装元器件、波峰焊等工序中元件掉落。在双面再流焊工艺中,为防止已焊好面上大型器件因焊接受热熔化而掉落,也需要用贴片胶起辅助固定作用。
二、 表面组装工艺对贴片胶的要求及选择方法
1、 表面组装工艺对贴片胶的要求
(1) 具有一定粘度,胶滴之间不拉丝,在元器件与PCB之间有一定的粘接强度,元器件贴装后在搬运过程中不掉落。
(2) 触变性好,涂敷后胶滴不变形,不漫流,能保持足够的高度;
(3) 对印制板和元器件无腐蚀,绝缘电阻高和高频特性好;
(4) 常温下使用寿命长(常温下固化速度慢);
(5) 在固化温度下固化速度快,固化温度要求在150℃以下,5分钟以内完全固化;
(6) 固化后粘接强度高,能经得住波峰焊时260℃的高温以及熔融的锡流波剪切刀的冲击;在焊接过程中无释放气体现象,波峰焊过程中元件不掉落。
(7) 有颜色,便于目视检查和自动检测;
(8) 应无毒、无嗅、不可燃,符合环保要求;
2、 片胶的选择方法
用于表面组装的贴片胶主要有两种类型:环氧树脂和聚丙烯。
环氧树脂型贴片胶属于热固型,一般固化温度在140±20℃/5min以内;
聚丙烯型贴片胶属于光固型,需要先用UV(紫外)灯照一下,打开化学键,然后再用150±10℃/1-2min完成完全固化。
(1)目前普通采用热固型贴片胶,对设备和工艺的要求都比较简单。由于光固型贴片胶比较充分,粘接牢度高,对于较宽大的元器件应选择光固型贴片胶。
(2)要考虑固化前性能、固化性能及固化后性能,应满足表面组装工艺对贴片胶的要求。
(3)应优先选择固化温度较低、固化时间较短的贴片胶。目前较好的贴片胶的固化条件一般在120-130℃/60c-120s.
3、 贴片胶的使用与保管
(1) 必须储存在5-10℃的条件下,并在有效期(一般3-6个月)内使用;
(2) 要求使用前一天从冰箱中取出贴片胶,待贴片胶达到室温后才能打开容器盖,防止水汽凝结;
(3) 使用前用不锈钢搅拌棒将贴片胶搅拌均匀,待贴片胶完全无气泡状态下装入注射器,添加完贴片胶后,应盖好容器盖;
(4) 点胶或印刷操作工艺应在恒温条件下(23±3℃)进行,因为贴片胶的粘度随温度而变化,以防影响涂敷质量。
(5) 采用印刷工艺时,不能使用回收的贴片胶;
(6) 为预防贴片胶硬化和变质,搅拌后贴片胶应在24小时内使用完。剩余的贴片胶要单独存放,不能与新贴片胶混装一起;
(7) 点胶或印刷后,应在24小时内完成固化;
(8) 操作者尽量避免贴片胶与皮肤接触,若不慎接触,应及时用乙醇擦洗干净。
4、 施加贴片胶的技术要求
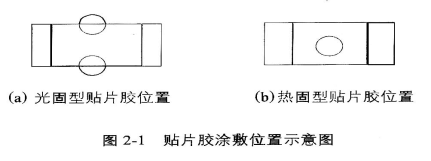
(1) 采用光固型贴片胶,元器件下面的贴片胶致少有一半的量处于被照射状态;采用热固型贴片胶,贴片胶可完全被元器件覆盖,见图2-1;
(2) 小元件可涂一个胶滴,大尺寸元器件可涂敷多个胶滴;
(3) 胶滴的尺寸与高度取决于元器件的类型,胶滴的高度应达到元器件贴装后胶滴能充分接触到元器件底部的高度。胶滴量(尺寸大小或胶滴数量)应根据元器件的尺寸和重量而定;尺寸和重量大的元器件胶滴量应大一些,但也不宜过大,以保证足够的粘接强度为准。
(4) 为了保护可焊接以及焊点的完整性,要求贴片胶在贴装前和贴装后都不能污染元器件端头和PCB焊盘
三.施加贴片胶的方法和各种方法的适用范围
施加贴片胶主要有三种方法:分配器滴涂、针式转印和印刷。
5、 分配器滴涂贴片胶
分配器滴涂可分为手动和全自动两种方式。手动滴涂用于试验或小批量生产中;全自动滴涂用于大批量生产中。全自动滴涂需要专门的全自动点胶设备,也有些全自动贴片机上配有点胶头,具备点胶和贴片两种功能。
手动滴涂方法与焊膏滴涂相同,只是要选择更细的针嘴,压力与时间参数的控制有所不同。
6、 针式转印贴片胶
针式转印机是采用针矩阵组件,先在贴片胶供料盘上蘸取适量的贴片胶,然后转移动PCB的点胶位置上同时进行多点涂敷。此方法效率较高,用于单一品种大批量生产中。
7、 印刷贴片胶
印刷贴片胶的生产效率较高,用于大批量生产中,有丝网和模板两种印刷方法。印刷贴片胶的方法与焊膏印刷工艺相同,只是丝网和模板的设计要求,印刷参数的设置有所不同。
2.4贴装元器件
一、定义
用贴装机或人工将片式元器件准确地贴放在印好焊膏或贴片胶的PCB表面上。
二、贴装元器件的工艺要求
1、 各装配位号元器件的型号、标称值和极性等特征标记要符合装配图和明细表要求。
2、 贴装好的元器件要完好无损。
3、 元器件焊端或引脚不小于1/2的厚度要浸入焊膏。
元器件的端头或引脚均应与焊盘图形对齐、居中。由于再流焊时有自定位效应,因此元器件贴装位置允许有一定的偏差。
2.5 再流焊
一、定义
再流焊是通过重新熔化预先分配到印制板焊盘上的膏状软纤焊料,实现表面组装元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。
二、再流焊原理
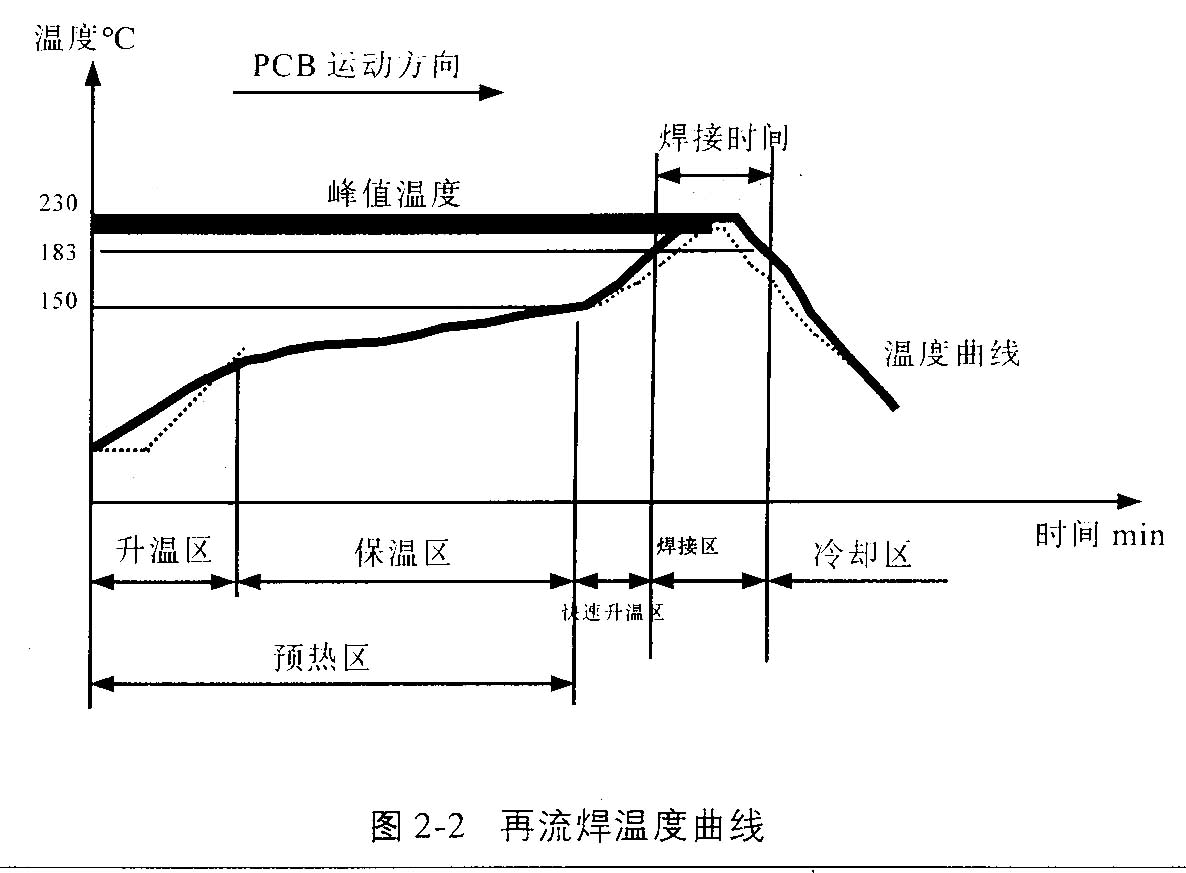
从温度曲线(见图2-2)分析再流焊的原理:当PCB进入升温区(干燥区)时,焊膏中的溶剂、气体蒸发掉,同时,焊膏中的助焊剂润湿焊盘、元器件端头和引脚,焊膏软化、塌落、覆盖了焊盘、元器件端头和引脚与氧气隔离→PCB进入保温区时,PCB和元器件得到充分的预热,以防PCB突然进入焊接高温区而损坏PCB和元器件→当PCB进入焊接区时,温度迅速上升使焊膏达到熔化状态,液态焊锡对PCB的焊盘、元器件端头和引脚润湿、扩散、漫流或回流混合形成焊锡接点→PCB进入冷却区,使焊点凝固。此时完成了再流焊。
一、 再流焊特点
与波峰焊技术相比,再流焊有以下特点:
1、 不像波峰焊寻样,要把元器件直接浸渍在熔融的焊料中, 所以元器件受到的热冲小。
2、 能控制焊料的施加量,避免了虚焊 、桥接等焊接缺陷,因此焊接质量好,可靠性高。
3、 有自定位效应(self alignment)――当元器件贴放位置有一定偏离时,由于熔焊料表面张力的作用,当基全部焊端或引脚与相应焊盘同时被润润时,能在表面张力的作用下自动被拉回到近似目标位置的现象。
4、 焊接中一般不会混入不纯物,使用焊膏时,能正确地保证焊料的组分。
5、 可以采用局部加热热源,从而可在同一基板上采用不同焊接工艺进行焊接。
6、 工艺简单,修板的工作极小。
二、 再流焊的分类
1、 按再流焊加热区域可分为两大类:一类是对PCB整体加热,另一类是对PCB局部加热。
2、 对PCB整体加热再流焊可分为:热板、红外、热风、热风加红外、气相再流焊。
3、 对PCB局部加热再流焊可分为:激光再流焊、聚焦红外再流焊、光束再流焊、热气流再流焊。
三、 再流焊的工艺要求
1、 要设置合理的再流焊温度曲线――再流焊是SMT生产中的关键工序,不恰当的温度曲线设置会导致出现焊接不完全、虚焊、元件翅立、锡珠多等焊接缺陷,影响产品质量。
2、 要按照PCB设计时的焊接方向进行焊接。
3、 焊接过程中,严防传送带震动。
4、 必须对首块印制板的焊接效果进行检查。检查焊接是否完全、有无焊膏融化不充分的痕迹、焊点表面是否光滑、焊点开头否呈半状、焊料球和残留物的情况、连焊和虚焊的情况等;此外,还要检查PCB表面颜色变化情况。要根据检查结果适当调整温度曲线。在批量生产过程中要定时检查焊接质量的情况,及时对温度曲线进行调整。
上一篇:
SMT实用工艺基础-SMT概述
下一篇:
SMT实用工艺基础-波峰焊接工艺
自主品牌
100%正品,品质护航
金牌服务
为您呈现不一样的服务
值得信赖
浙江著名品牌值得拥有
权威信誉
荣获国家颁发多项证书
产品中心
全自动贴片机
全热风回流焊
锡膏印刷机
全自动波峰焊
SMT接驳设备
SMT辅助设备
新闻资讯
公司新闻
行业新闻
技术问题解答
客户案例
客户现场案例图片
客户现场贴装视频
SMT生产线方案
SMT生产标准方案
客户采购的SMT方案
SMT行业解决方案
博维科技
浙江省嘉兴市南湖区文贤路134号
邓经理:15958377685 400-600-0406
博维科技网站地图:
网站地图
Copyright © 2017 博维科技 访问量: [
后台管理
] [
GMAP
]
浙ICP备11025797号-2
*本站相关网页素材及相关资源均来源互联网,如侵权请速告知,我们将在24小时内删除*
博维科技企业店铺
返回顶部
400-600-0406
微信二维码
微信公众号